

「プレス現場の災害防止 第3回」
小型プレスでの死亡事故
(株)小森安全機研究所 山田輝夫 (山田労働安全コンサルタント事務所 代表)
プレス加工業では特に少子高齢化の影響が顕著であり、それに加えて3K職場(苦労、汚い、危険)といわれ続け、今日に至っているのが現状である。しかし、プレス加工は自動車産業、家電産業を始めとして、主要な基幹産業の一つであり、なくてなならない産業である。そんななかで現状を見渡すと、プレス加工現場における技術、技能の伝承がきちんと行えているかは疑問である。基幹産業でありながら、それを支えているのは多くの中小企業であり、生産現場での技術・技能の伝承は、スムーズに行われていないのが現状である。特にここ数年で、団魂世代の大半の人が退職期を迎え、現場に残さなければならないさまざまな技術・技能の伝承がたくさんあるはずである。そのなかには、安全上どうしても伝えなければならないことがあり、それらをきちんと伝承させることは、現場での重要な課題であり、また責任でもある。そのひとつとして今回は作業手順書に関する災害事例を取り上げる。
1.曲げ加工作業での死亡災害
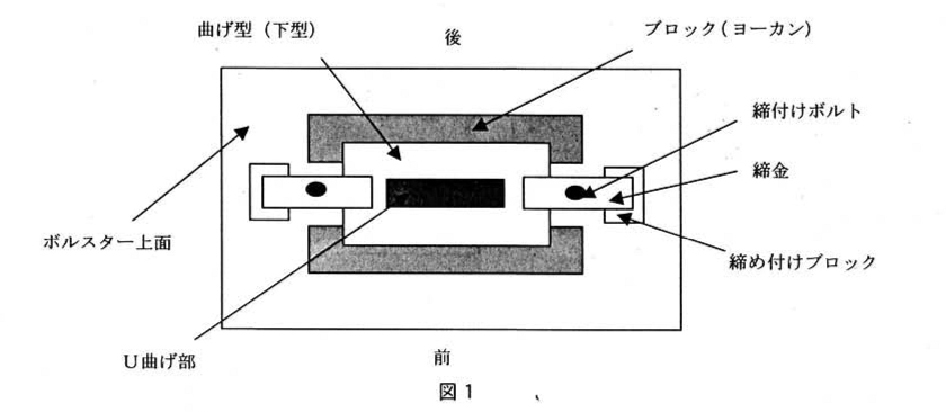
図1は、曲げ型の下型を真上から見た金型の取付状態を示したものである。通常このよう
な金型の取付はしないものである。しかし、トライ型で数個のサンプルをつくるだけで、問題はないと判断し、曲げ加工を行ったのである。実際にはサンプル製品といえども、所要の寸法、外観に問題がないものを考えると、かなりの回数、試し加工しなければならない。しかし、今回の事例では何回かプレス加工した後、裏側のブロック(ヨーカン)が見えにくい裏側へ徐々にズレていってしまい、ブロックが外れかかった状態で曲げ加工をしたため、上型の曲げパンチの端がチッピングを起こし、その割れた一部分が作業者の首を直撃し、死亡してしまったのである。
運が悪かったでは済まされない重要な問題がある。それに加え、この災害はヒューマンエラーに係わる問題も含んでいる。それは慣れ、習慣化である。こんな程度であれば大丈夫という自分勝手な判断があったのではないだろうか。トライ金型の取付に関する手順書がなかったのであろうか。多くは現場任せではないだろうか。このように、災害は初歩的なミスによるものがほとんどであるといっても過言ではない。
2.作業手順書の必要性
作業手順書をプレスエ場の現場で見かけることは少ない。あっても日常点検とその説明程度のもので、きちんとした手順書となると、そこそこの規模の事業所でないと見られない。冒頭に述べたように。団魂の世代の退職を控えている今こそ、取り掛かるべき課題である。足掛け40年あまり、プレス加工に携わっていたベテランは、豊富な経験をもっており、そのなかには現場で起こった大小さまざまな災害を経験しているばかりか、関連会社、地域で起こった災害情報をも、もち合わせており、生きた情報が蓄禎されている。手順書は、経験の浅い人、災害を目撃していない人にとっては、他人事になりがちであるから、ベテランの意見を充分にとり入れ、災害防止上、大切なものであることを強く認識させるべきである。また、作業手順書をつくることは、作業の見直しにもなり、当然、ムリ、ムダ、ムラの排除にもなり、品質管理、コスト見直しにもなり、必ずや生産性向上に役立つものである。
今回の災害事例の関連として、金型取付を現場で見かけることがあるが、下型を先に固定し、その後に上型を固定している作業を見て、作業者は取付時の問題点、注意点を理解していないと感じることがある。プレス金型の取付手順には必ず守らなければならないことが、随所にある。金型の構造、プレス精度、スライド真直度、クランプ方法、プレスの動き、安全装置など知らなけれぱならないことが多い。これらの内容を理解していないと災害に巻き込まれてしまうのである。したがって、これらの要点を手順書に書き加えることで、よりよい安全なプレス作業となるのである。
3.手順書のつくり方
手順書作成にはかなりの労力を費やさなければならないし、また多少、絵心がないと、説明図にはほど遠いものとなり、労力を費やした割には満足できるものとならない場合がある。その一方、グローバル化が進んでいくなか。説明文を添書きする場合、さまざまな国の言葉にも対応しなければならない問題もあり、むずかしい要素を含んでいる。筆者は、あまり絵心がないので、デジタルカメラを持ちいて作業手順の絵としているし、また最近はデジタルビデオを使用し、むずかしい説明文の代りに作業そのものをビデオに取り、編集し手順書としているものもある。この方法であれば、言葉の問題もかなりの部分で解決できる方法ではないだろうか。また、失敗してもすぐに訂正できるし、以前の手順書に比べるとかなり、作成のための時間を大幅に省略することができる。今や、パソコンは事務機であり、電卓と同じような感覚で使う時代である。よりよい作業手順書をつくるうえでの必需品になるであろう。また、脱言語を意識した手順書であれば、グローバル化対応にも充分活かされるものとなる。
4.金型取付に関して
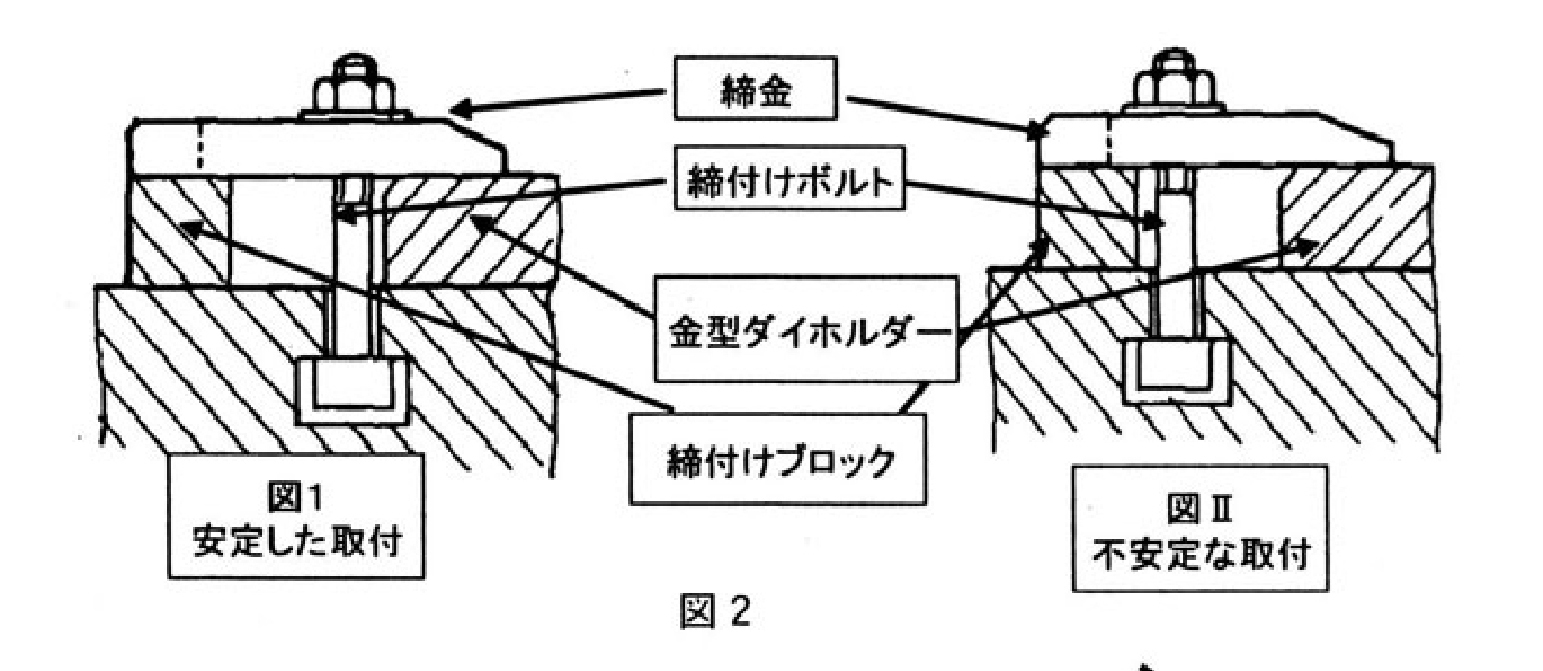
図2を比較した塀合、締付け力4トンを必要とする場合では、一般的に、締付けボルトの位置によって.金型ダイホルダーにかかる締付け力には大きな差がでてくる.図1の場合、なるべくダイホルダー側に近づけた状態では、締付け力はダイホルダー側に2.5トン.締付けブロックに1.5トンが加わリ、安定した状態になる.逆に図2の場合、締付け力はダイホルダー側に1.5トン.締付けブロックに2.5トンが加わり、不安定な状態になるといわれており、このことは充分考慮する必要がある。

|
|---|
| プレス成型加工 |
| 「プレス現場の災害防止 第3回」 |